Challenge: Fuel Channel Shifting
Westinghouse’s team was engaged to develop a new toolset to reposition the fuel channels in Bruce Power’s Unit 3 to extend the design life of the CANDU® reactor. Due to the design of CANDU® fuel channels, there is a limit on the allowable axial creep and the eventual elongation of the pressure tubes is life limiting. In this case, continued elongation would cause the end fittings to come off bearing on the east face, resulting in the utility not being able to operate to their mid-life refurbishment date. To prevent this from occurring, the channels need to be shifted to the west to gain bearing travel.
The “West Shift” process had been performed three times previously. However, this iteration was significantly more complex as the channels needed to be shifted farther west than ever before. This resulted in a need for multiple first-of-a-kind tools and a brand new, permanently installed reactor component to extend the length of the component to be welded (allowing for a longer shift). Westinghouse was engaged to design both a toolset and process to make the necessary shift happen.
The Westinghouse Solution
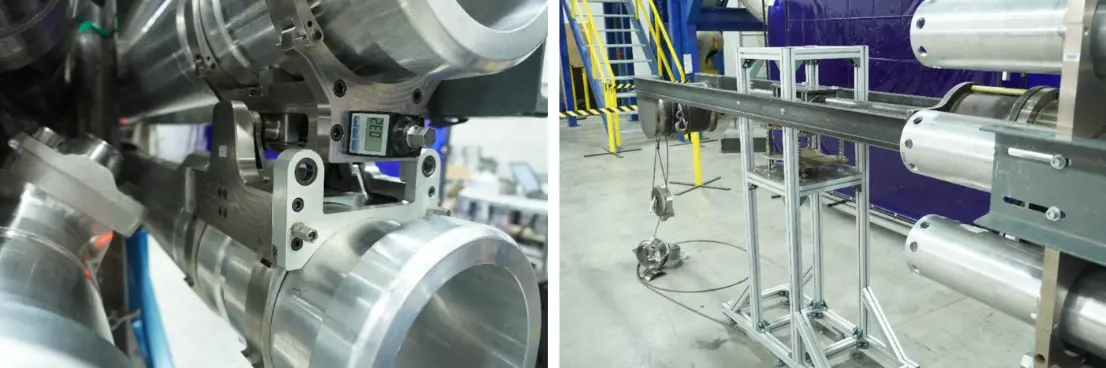
Westinghouse collaborated closely with the customer and extended project team to design, manufacture, test and deliver a state-of-the-art toolset capable of performing the fuel channel maintenance work. This toolset contained over 40 tools, approximately a third of which were first-of-a-kind, and were hand deployed from the reactor face by trained operators. All critical processes were performed remotely by qualified operators who were able to control and monitor the processes through cameras and a custom control system designed by Westinghouse. Very complex and intricate welding was required in specific fuel channel configurations and was executed within a few thousandths of an inch to satisfy procedural requirements.
A rigorous design, review, and testing process was followed for all tools to ensure current standards for safety and security were met, and the tooling could successfully perform the work. The design phases included conceptual engineering, preliminary engineering, detailed engineering, functional testing, and Factory Acceptance Testing. During Factory Acceptance Testing, field conditions were simulated to the greatest extent possible, including performing multiple iterations of the full process while wearing the full suite of radiation personal protective equipment.
Upon completion of tooling design, manufacture, and testing, Westinghouse supported the execution provider on-site through training and execution. This project was successfully completed with approximately 190 channels processed and shifted West over a five-week outage.