Typically, pressurized water reactor (PWR) reactor internals segmentation and packaging projects include a separation of the highly activated material (that is, baffle plates, core formers, core region of the core barrel, core support plate and in-core instrumentation thimbles) from the rest of the material (that is, core barrel remnants, core support assembly, thermal shield and upper internals). The highly activated materials are segmented and packaged to fit in special waste containers depending on the repository in the specific country. The other materials are segregated by activity; some are sometimes repackaged into the reactor vessel and grouted for disposal with the vessel, and some are compacted and shipped to a low- level waste repository.
With more than 35 years of experience in the development of PWR reactor vessel internals (RVI) segmentation and packaging technology, Westinghouse is an industry leader in segmentation for the decommissioning market.
The primary challenges of a PWR RVI segmentation and packaging project are to separate the highly activated materials from the less-activated materials and to package them into appropriate containers for disposal. This process requires the specific-sequence disassembly of various internals components and systems that must be temporarily staged in the refueling cavity where they await further segmentation. Since most refueling cavities have limited space, it is important to plan carefully so that the available space is optimized. Installation of equipment in the cavity to support segmentation and handling operations must be limited.
Some projects require a number of activities to be completed before the actual cutting activities can start. Examples of these activities are cutting of the wall between the reactor cavity and the spent fuel pool, securing the pool integrity, installing new working bridges, and cleaning the pool floor and water. In the Bohunice-project Westinghouse even built two new pools in the reactor hall to facilitate the segmentation work.
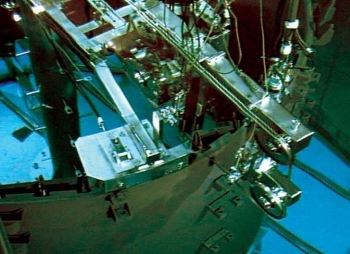
Use of a band saw for reactor internals segmentation
In recent years, the cost of control and disposal of highly irradiated secondary waste has risen. As a result, Westinghouse has opted to use mechanical cutting methods instead of abrasive and thermal methods to minimize the generation of secondary waste. Based on our extensive experience using mechanical cutting, Westinghouse has found that equipment design and reliability are paramount to a steady-state cutting operation. This results in cost savings from schedule adherence that carries throughout the entire project.
Cutting technology, however, is just one part of the process. Westinghouse has also developed a variety of radioactive waste containers, special handling tools, support fixtures, service bridges, video-monitoring systems and customized rigging, all of which are required for a successful RVI segmentation and packaging project.
As an original equipment manufacturer of nuclear steam supply systems and a global provider of engineering and field services, Westinghouse has first-hand knowledge of the choices that must be made to best integrate project planning, management, engineering, and implementation to be successful in such technically challenging projects.
Building on tooling concepts and cutting methodologies developed decades ago for the successful removal of nuclear fuel from the damaged Three Mile Island Unit 2 reactor, Westinghouse has continually improved our approach to internals segmentation and packaging by incorporating lessons learned and best practices into each successive project.
PWR internals operate at high pressures and high- temperatures, which can result in hardened, heat-affected zones.
These zones, and the number of PWR internals, present challenges that Westinghouse is uniquely positioned to meet, as we can leverage and combine our reactor design knowledge and technology innovation for optimized planning for our customers.
Westinghouse also applies a continual improvement approach, using past challenges to improve and perfect our methods. Our progress has been evident during the performed decommissioning projects, which, by various measures – including cost, scheduling, safety, personnel exposure, and secondary waste generation – have been some of the most successful PWR decommissioning and internals segmentation projects performed to date.
| Site | Duration | Project |
|---|---|---|
| Three Mile Island Unit 2 | 1986 – 1989 | Core support assembly dismantling |
| Yankee Rowe | 1992 – 1994 | Internals segmentation and packaging |
| Haddam Neck | 1999 – 2002 | Internals segmentation and packaging |
| San Onofre Unit 1 | 2001 – 2002 | Internals segmentation and packaging |
| Chooz A | 2010 – 2023 | Reactor vessel and internals segmentation and packaging |
| José Cabrera | 2010 – 2015 | Reactor vessel and internals segmentation and packaging |
| EDF 900 MW plants | 2011 – 2015 | Guide tubes segmentation |
| Neckarwestheim 1 | 2015 – 2018 | Reactor vessel and internals segmentation and packaging |
| Bohunice V1 (2 units) | 2017 – 2023 | Full primary systems |
| Unterweser | 2018 – 2021 | Internals segmentation and packaging |
| Grafenrheinfeld | 2020 – 2023 | Internals segmentation and packaging |
| Grohnde | Contracted | Internals segmentation and packaging |
| Isar 2 | Contracted | Internals segmentation and packaging |
| Brokdorf | Contracted | Internals segmentation and packaging |
| Fort Calhoun | 2020 – 2022 | Internals segmentation and packaging |
| Ågesta | Contracted | Reactor vessel and internals segmentation and packaging |
| Gundremmingen B | Contracted | Reactor vessel and internals segmentation and packaging |
| Ringhals 2 | Contracted | Reactor vessel and internals segmentation and packaging |
| Gundremmingen C | Contracted | Reactor vessel and internals segmentation and packaging |










