Background
Operators of Pressurized Water Reactors (PWRs) with reactor vessel (RV) nozzle dissimilar metal (DM) safe-end welds, which are susceptible to primary water stress corrosion cracking, are required to examine those welds with increased frequency unless mitigating actions are taken. Requirements for these examinations are specified in American Society of Mechanical Engineers (ASME) Section XI, Code Case N-770 latest approved revision specified in 10CFR50.55a.
To assist utilities in fulfilling this RV nozzle inspection requirement, Westinghouse’s traditional inspection process utilizes conventional ultrasonic transducers delivered to the inside diameter (ID) of the reactor vessel nozzles via the SQUID™ RV nozzle inspection tool or the SUPREEM™ RV in-service inspection tool.
To reduce critical path inspection time and to further enhance inspection capabilities, Westinghouse recently completed an ASME Section XI, Appendix VIII qualification of a Phased Array (PA) Ultrasonic testing application. The new technique was fully qualified without limitations.
Phased array is an advanced ultrasonic testing (UT) method that provides certain advantages over conventional UT. A series of smaller ultrasonic transducer elements are pulsed independently with varying timing to create multiple UT sound beam angles and varying focal depths called focal laws. These focal laws are utilized to create a sector scan in the PA software.
Description
The Westinghouse PA UT technique uses four independently gimbled PA probes to interrogate the examination volume in four orthogonal directions. This approach improves the required DM weld detection scans to only one per nozzle, versus two required scans (one axial and one circumferential) using conventional methods.
The specialized PA probes can navigate the nozzle surface without any coverage limitations due to the smaller contact surface (footprint) of the probes and a scanning motion that is parallel to the safe-end weld and counterbore geometry.
When through-wall depth sizing of indications is necessary, sizing scans are performed with qualified sizing PA probes. Circumferential flaw sizing is enhanced with profiling data, along with a weld outline overlay to aid qualified analyst in the sizing of indications.
The Westinghouse PA examination consists of these major components:
- The Westinghouse-manufactured Athena IntraPhase PA acquisition system
- Specially designed PA probes for detection of flaws within the ASME Code required examination volume
- Specially designed PA probes for through-wall sizing of flaws
- IntraSpect™ software specifically designed for the PA application of interrogating safe-end welds from the ID
Benefits
- 100% coverage is now achievable for similar and dissimilar metal safe-end welds
- Reduction of scanning time by nearly 40%, dependent on weld configurations
- Short inspection duration minimizes dose and maximizes plant availability
- Equipment, procedures and personnel are qualified in accordance with Performance Demonstration Initiative (PDI) requirements to satisfy examination regulatory and licensing commitments
- Wider range of field applicable diameters for qualified technique
- Increased field applicability for maximum thickness without coverage limitations for similar and dissimilar metal welds
- Concurrent ASME Section XI, Appendix IV eddy-current examinations facilitate real-time data interpretation
Experience
Westinghouse’s Non-Destructive Examination (NDE) technology, paired with our state-of-the-art scanners, has been delivering examination services of the utmost quality to the nuclear industry for decades. Westinghouse’s fleet of SQUID™ and SUPREEM™ scanners can implement this advanced PA ultrasonic examination to reduce on-vessel time.
The first implementation of this new PA ultrasonic examination technology was used with the Westinghouse SQUID™ scanner. This improved technology allowed our Inspection Services teams to complete acquisition and analysis two hours and ten minutes ahead of an already reduced site-scheduled 27-hour examination window. Additionally, there was a radiation dose savings of nearly one-third the stretch goal for this examination.
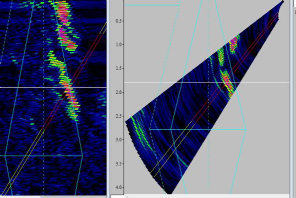
Data Images with Weld Outline Overlay
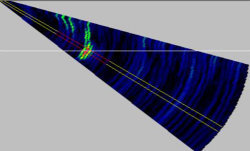
Sector Scan Image
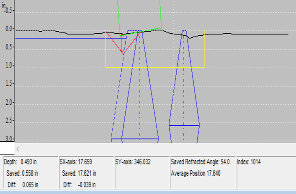
3D Profiling Image

Westinghouse Athena PA System
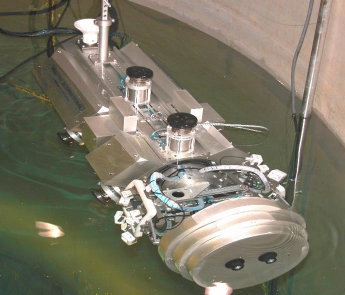
Westinghouse SQUID™ Scanner











